0товаров, на сумму
0 ₽
Потребность в расширении, модернизации пневматической линии в производственной деятельности возникает регулярно, в зависимости от изменения расположения сборочных постов, увеличения парка пневматического инструмента, замены оборудования.
Большинство наших клиентов делают это самостоятельно, докупая необходимые фитинги, шланги, переходники…
Но есть среди наших клиентов и те, кто приобрел наконец-то свой первый компрессор…
И для кого ВСЕ ЭТО - в первый раз))
Этот пост будет интересен для тех, кто приобрел свой первый пневматический инструмент и компрессор, ну и для тех, кто только собирается перейти на пневматику.
ВОПРОС как все это соединить между собой не стоит, сейчас почти все поршневые компрессора на рынке (про винтовые мы пока не говорим, это уже следующий уровень), все они оборудованы быстросъемными соединениями, шланги витые тоже продаются с быстросъёмами, ну и сам инструмент часто комплектуется быстросъёмом, так что воткнуть одно в другое не представляет никаких проблем,
- а вот КАК ГРАМОТНО все это соединить, что бы пневматический инструмент после нескольких месяцев такой безграмотной эксплуатации (либо даже после первого пуска!!!) не оказался в ремонте, вот об этом мы сегодня и поговорим.
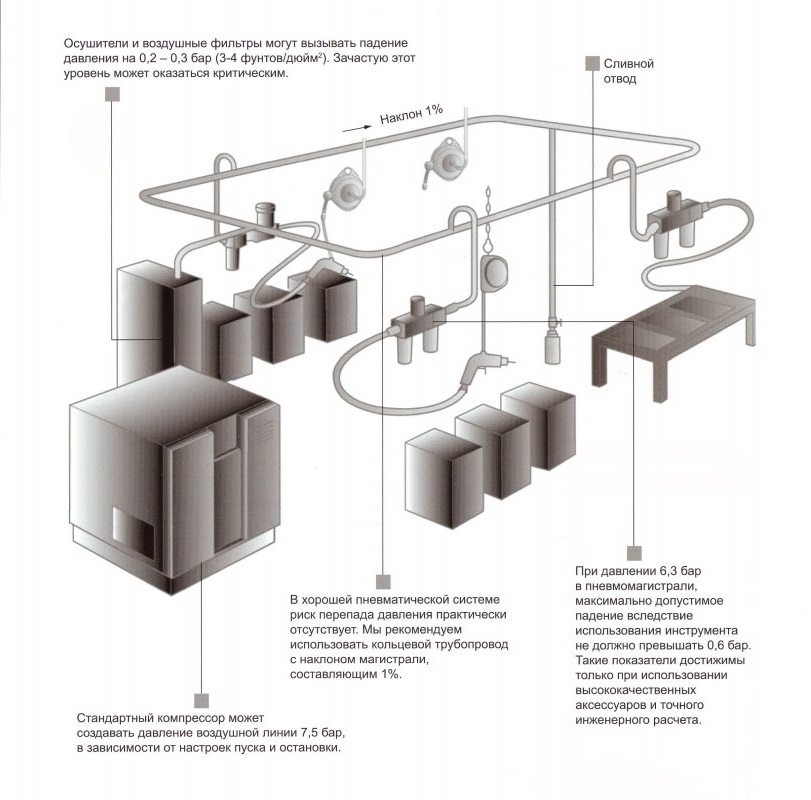
В качестве наглядного пособия предлагаю ознакомиться со схемой организации пневмолинии. На схеме сразу после компрессора установлен осушитель воздуха, но это оборудование в обязательном порядке устанавливается после винтового компрессора, после же поршневого компрессора (как наиболее дешевого, доступного варианта), осушителем в качестве экономии часто пренебрегают. Но вот остальными элементами пневмолинии (замкнутым кольцевым трубопроводом, отводом для слива конденсата, блоками подготовки воздуха FRL перед каждым инструментом) – этими элементами системы пренебрегать уже нельзя.
Кольцевой трубопровод обеспечивает равномерную подачу сжатого воздуха, несмотря на сильные пульсации потребления, так как воздух к точкам потребления подается с двух направлений. При использовании же линейной схемы подачи воздуха, наилучшие условия будут иметь точки потребления в начале трубопровода, а вот наиболее отдаленные потребители будут испытывать регулярно недостаток давления.
Что бы лучше понять, для чего нужен отвод для слива конденсата из магистрального трубопровода, приведу всего одну цитату из Руководства по установкам сжатого воздуха: «Компрессор, дающий 7 бар на выходе, сжимает воздух до 1/8 его первоначального объема, что на 7/8 снижает способность воздуха удерживать водяной пар. Количество воды, которое конденсируется, значительно. Так, например, компрессор мощностью 1,5 кВт, который всасывает воздух с температурой 20*С при относительной влажности 60%, выдает за 8-часовую смену примерно 0,8 л воды».
Я полагаю, что после этой цитаты, необходимость использования FRL перед каждым инструментом уже не вызывает вопросов, если же читателю необходимость разобраться с этой, пока малопонятной аббревиатурой (FRL) более глубоко – предлагаю ознакомиться со следующими постами:
- Зачем пневмоинструменту блок подготовки воздуха
- и Чем чревато превышение давления
А теперь давайте вернемся к основной теме данного поста: как все эти элементы пневмосистемы соединять между собой?
Вопрос не праздный, с таким вопросом сталкиваются все менеджеры нашей компании, и пользуются они для подбора вот таким каталогом с секретной информацией:
Присоединительные размеры муфт и штуцеров подбираются исходя из размера резьбы на конкретном элементе системы. В качестве примера давайте разберем включение в систему блоков подготовки воздуха FRL200 (с резьбой 1/4" и пропускной способностью 500 л/мин) и FRL400 (с резьбой 1/2" и пропускной способностью 3000 л/мин).
Для подсоединения FRL200 (с внутренней резьбой 1/4") нет никаких проблем, выбираем муфту и штуцер с наружной резьбой 1/4", вкручиваем их в блок подготовки воздуха, и через такие же быстросъемные соединения подключаем с одной стороны к магистральному трубопроводу, а с другой – к шлангу с инструментом.
Использовать FRL200 хорошо, когда у вас инструмент потребляет немного воздуха, такой например, как дрель, шуруповерт, гвоздезабивной инструмент или пневматический заклепочник.
Однако, если вы попробуете подключить к FRL200 пневматический инструмент с большим расходом воздуха, такой как большой пневматический гайковерт или УШМ на 180мм или 230мм круг, развить полную мощность они не смогут, т.к. у данного FRL пропускная способность составляет 500 л/мин.
Блок подготовки воздуха FRL400 рассчитан на фильтрацию потока сжатого воздуха до 3000 л/мин, у него значительно большая пропускная способность, но и требования к соединителям и шлангам выше. Пневматические соединители должны быть оснащены резьбой 1/2", и пневматические шланги должны быть с внутренним диаметром не менее 10-12 мм, в противном случае сам шланг не обеспечит подачу нужного объема сжатого воздуха для работы мощного пневматического инструмента.
Подведем итог:
- после приобретения первого пневматического инструмента и компрессора необходимо грамотно организовать пневматическую линию
- если на вашем производстве планируется использовать несколько инструментов, желательно магистральный трубопровод закольцевать
- организуйте слив конденсата в нижней точке магистрали
- перед каждым инструментом установите блок подготовки воздуха FRL с необходимой пропускной способностью и степенью очистки воздуха
- для подбора пневматических соединителей и переходников используйте «секретную информацию», ну или просто обратитесь к нашим менеджерам – они вам все подберут!
И еще совет из практики:
- при первом подключении инструмента к компрессору, стравите давление на выходе из компрессора до 5-6 бар, это убережет ваш инструмент от поломки при первом же подключении. Современные компрессоры выдают давление в 8, или в 10 бар, при прямом подключении к такому давлению это означает моментальный выход из строя большинства инструмента, рассчитанного на рабочее давление в 6,3 бара.
Берегите себя.
И пусть ваш инструмент служит вам долго и безотказно.
.




Перемещение между складами занимает 3-5 рабочих дней

Перемещение между складами занимает 3-5 рабочих дней

Перемещение между складами занимает 3-5 рабочих дней

Перемещение между складами занимает 3-5 рабочих дней

Перемещение между складами занимает 3-5 рабочих дней

Перемещение между складами занимает 3-5 рабочих дней
Перемещение между складами занимает 3-5 рабочих дней

Перемещение между складами занимает 3-5 рабочих дней

Перемещение между складами занимает 3-5 рабочих дней
Поставляемый товар, цены, наличие и акции могут отличаться в других регионах.
Вы всегда можете поменять регион на сайте. Товары доставляются в любой город РФ.
